

Производитель компонентов котлов в китае
Когда слышишь про китайских производителей котельных компонентов, сразу представляются гигантские заводы с роботами. На деле же там до сих пор ручная сборка горелок — видел лично на фабрике в Уси. Многие ошибочно думают, что раз Китай, значит дешево и сердито. А вот с теплообменниками для паровых котлов там бывают сложности с калибровкой датчиков давления.
Почему Шанхай Сыфанг остается ключевым игроком
Завод в Уси — это не просто производство, а целая экосистема. Они сами делают форсунки для горелок из нержавейки марки 304, причем толщину стенки выдерживают ±0.1 мм. Помню, в 2019 году они перешли на лазерную резку заготовок — сразу упал процент брака в соединениях.
Но есть нюанс: их чугунные секции для водогрейных котлов иногда имеют пористую структуру. Обнаружили это только при тестах на гидроудары — при давлении свыше 16 бар появлялись микротрещины. Сейчас они добавляют в сплав больше никеля, но партии надо проверять особенно тщательно.
Через ООО Цзянсу СФЭИ Энергия Инжиниринг сейчас проще всего получить техническую спецификацию напрямую от инженеров. На их сайте sfeeboiler.ru выложены реальные чертежи узлов крепления — не рекламные рендеры, а рабочие схемы с допусками.
Как избежать проблем с логистикой комплектующих
С трубными пучками для экономайзеров была история: заказали партию по ГОСТ 8734, а пришли со стенкой 3.5 мм вместо 4 мм. Оказалось, производитель сэкономил на транспортировке — везли без жесткой упаковки, трубы деформировались в контейнере.
Теперь всегда требуем фотоотчет погрузки. Китайские коллеги из Цзянсу СФЭИ научили делать маркировку несмываемым лаком — наносят прямо на производственной линии. Кстати, их система упаковки с деревянными каркасами себя оправдала — последние три поставки пришли без вмятин.
Важный момент: при заказе арматуры нужно учитывать климатические исполнения. Для северных регионов они предлагают дополнительную обработку штоков морозостойкой смазкой — бесплатно, если объем заказа от 20 тонн.
Специфика контроля качества на месте
Бывали случаи, когда европейские заказчики получали идеальные отчеты по сварным швам, а при монтаже выявлялись непровары. Теперь мы всегда отправляем своего специалиста на приемочные испытания. Китайцы это понимают — даже предоставляют лабораторию для дефектоскопии.
На площадке Шанхай Сыфанг в Уси есть стенд для тестирования коллекторов под циклической нагрузкой. Лично видел, как проверяют образцы при температуре 450°C — выдерживают 5000 циклов вместо требуемых 3000 по стандарту.
Но с контроллерами горения иногда бывают накладки. Их производят субподрядчики в Шэньчжэне, и прошивка может отличаться в разных партиях. Приходится каждый раз тестировать совместимость с европейской автоматикой.
Экономия без потери надежности
Многие пытаются сэкономить на изоляции — и зря. Китайские производители предлагают базальтовые маты плотностью от 80 до 150 кг/м3. Для промышленных котлов лучше брать от 120 — пусть дороже на 15%, но теплопотери снижаются почти вдвое.
У производителей компонентов котлов в Китае есть интересное решение: комбинированные переходники из нержавейки AISI 316L с внутренним покрытием из инконеля. Стоят на 30% дешевле европейских аналогов, а ресурс сопоставим.
Недавно тестировали их новые шиберные заслонки с керамическим напылением. Выдержали 40 000 циклов при температуре дымовых газов 280°C — результат не хуже немецких. Но потребовалась доработка приводов — родные моторы не всегда справлялись с российскими перепадами напряжения.
Перспективы сотрудничества с инжиниринговыми компаниями
Через ООО Цзянсу СФЭИ Энергия Инжиниринг сейчас прорабатываем проект модернизации котельной в Красноярске. Они предложили нестандартное решение: разборные экономайзеры для установки в стесненных условиях. Конструкция оказалась удачнее, чем у корейских конкурентов.
Важно, что они не просто продают комплектующие, а ведут шеф-монтаж. Присылают своих специалистов — видел, как китайский инженер три часа объяснял нашим сварщикам нюансы монтажа трубных систем. Причем чертежи адаптировали под наши СНиПы без дополнительной оплаты.
Сейчас рассматриваем их предложение по биметаллическим теплообменникам. Цена на 25% ниже итальянских, но пока нет долгосрочных испытаний в условиях российских зим. Договорились о пробной поставке на один объект — посмотрим, как поведет себя при -45°C.
Что изменилось после пандемии
Раньше можно было приехать на завод и 'пощупать' образцы. Сейчас работаем через видеоинспекции в реальном времени. Китайцы организовали неплохую систему: камеры с зумами показывают каждый сварной шов, присылают образцы для независимых испытаний.
У производителя компонентов котлов из Уси появилась полезная услуга — 3D-сканы готовых узлов. Получаешь облако точек с размерами — можно проверить в САПР перед отгрузкой. Мелочь, а экономит недели на устранение несоответствий при монтаже.
Заметил, что после 2022 года они стали больше внимания уделять документации. Сертификаты на материалы теперь дублируют на английском и русском, прикладывают протоколы заводских испытаний с печатями. Видимо, адаптируются к требованиям европейского рынка.
В целом китайские производители стали надежнее. Но доверять нужно с проверкой — ни один серьезный подрядчик не работает вслепую. Главное преимущество — готовность дорабатывать конструкции под конкретные задачи, причем без трехмесячных согласований как у европейцев.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 CFB
CFB -
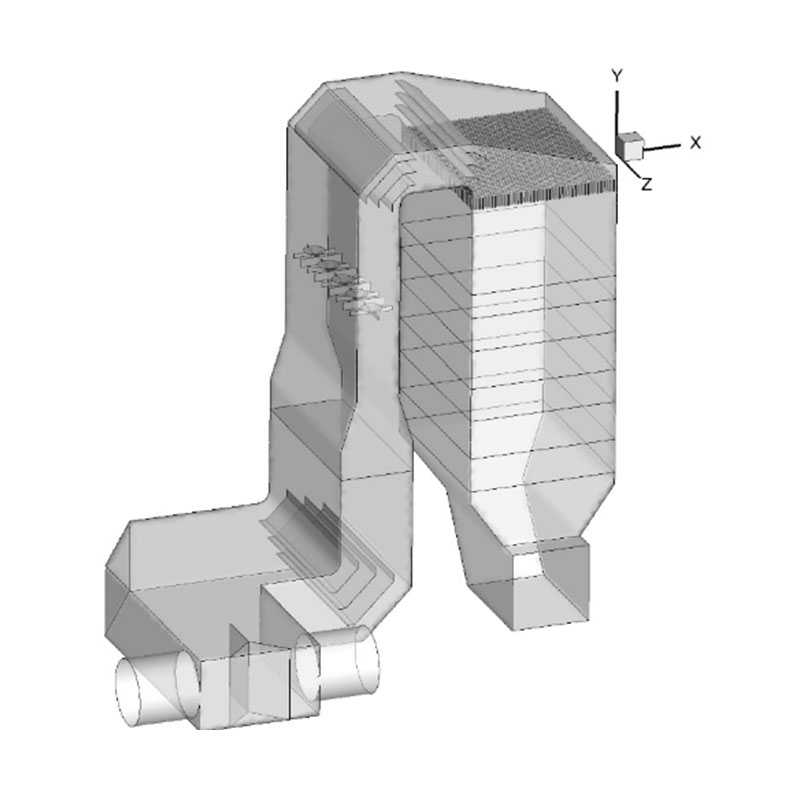
 Π-образные котлы на жидком/газообразном топливе
Π-образные котлы на жидком/газообразном топливе -
 Котлы WNS на жидком/газообразном топливе
Котлы WNS на жидком/газообразном топливе -
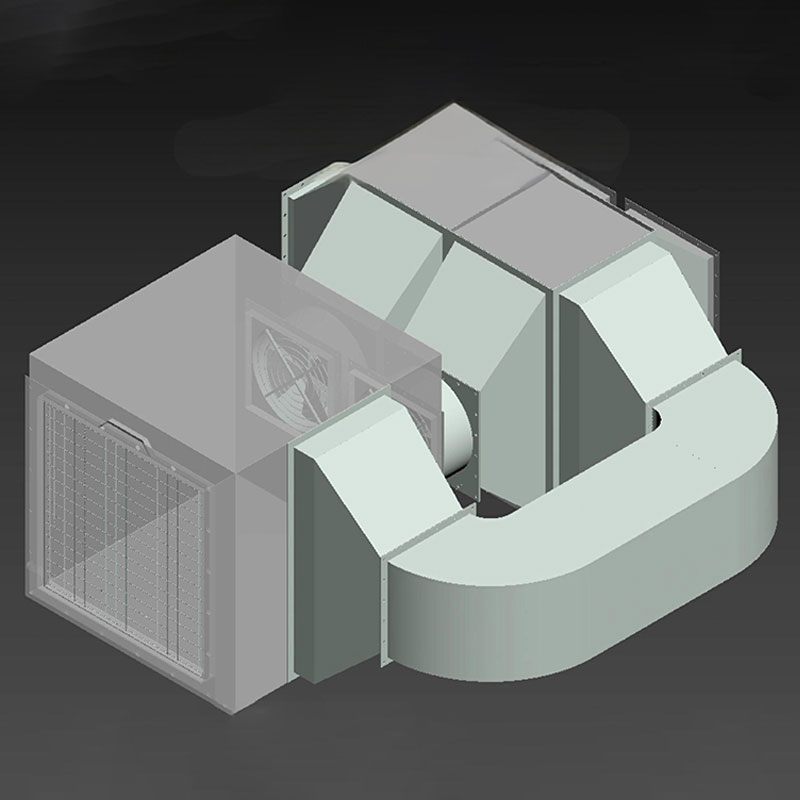 Высокоэффективные конденсаторные туманоудалители
Высокоэффективные конденсаторные туманоудалители -
 Котлы для низкокалорийных газов
Котлы для низкокалорийных газов -
 COA
COA -
 Электрический пылеуловитель
Электрический пылеуловитель -
 Технология подвижного слоя частиц на основе кальция
Технология подвижного слоя частиц на основе кальция -
 Котлы утилизации тепла стекловаренных печей
Котлы утилизации тепла стекловаренных печей -
 Котлы утилизации тепла вращающихся печей для промышленных отходов
Котлы утилизации тепла вращающихся печей для промышленных отходов -
 Котлы утилизации тепла установок сухого тушения кокса
Котлы утилизации тепла установок сухого тушения кокса -
 Котлы утилизации тепла для электроэнергетики и теплоэнергетики
Котлы утилизации тепла для электроэнергетики и теплоэнергетики
Связанный поиск
Связанный поиск- Производители 2-тонных паровых котлов в китае
- Производитель деаэраторов
- Поставщики комплектов теплообменников-утилизаторов дымовых газов
- Производители чугунных экономайзеров
- Производители котлов-утилизаторов для кипящих печей
- Поставщики котлов-утилизаторов для цементных печей
- Производители 13-тонных паровых котлов
- Поставщики конструкции деаэраторов
- Производители подогревателей питательной воды
- Поставщики структуры ковша парового котла в китае

