

Китайский производитель заслонок для непрерывной канализации котлов
Когда слышишь про китайский производитель заслонок, многие сразу думают о дешёвых аналогах — а зря. Заслонки для непрерывной канализации котлов — та деталь, где экономия на материалах или термообработке вылезает боком через полгода. Сам видел, как на ТЭЦ под Красноярском поставили ?неизвестного? производителя, и через 4 месяца шток заклинило из-за перекоса корпуса. Потом ещё неделю котёл простаивал, пока ждали замену от проверенного поставщика.
Почему именно китайские заслонки?
Не буду скрывать: начали работать с Китаем из-за цены. Но быстро поняли, что ключевое — не стоимость, а контроль на каждом этапе. Например, у ООО Цзянсу СФЭИ Энергия Инжиниринг (их сайт — sfeeboiler.ru) в техкартах прописана обязательная прокачка уплотнительных поверхностей после фрезеровки — мелочь, но именно она снижает риск протечек при перепадах давления. У их заслонок для непрерывной канализации котлов толщина стенки корпуса всегда 12 мм, даже если заказчик просит ?слегка удешевить?. Объясняют это просто: при 10 мм уже возможна деформация при гидроударе.
Коллега с Уралмаша как-то спросил: ?Ну какие могут быть технологии у китайцев??. Пришлось показать ему тесты на цикличность — их заслонки выдерживали 20 000 циклов ?открыто-закрыто? без изменения геометрии. Для сравнения: турецкий аналог начинал ?сыпаться? после 15 000.
Важный момент — адаптация к нашим условиям. В спецификациях ООО Цзянсу СФЭИ Энергия Инжиниринг всегда уточняют: ?для СНГ рекомендуем уплотнения EPDM, а не NBR?. Почему? Потому что в наших теплоносителях чаще встречаются щелочные примеси, которые ?съедают? NBR за сезон.
Сложности, которые не пишут в каталогах
Самая частая ошибка — неправильный подбор привода. Как-то на монтаже в Новосибирске поставили электрический привод на заслонку DN300, хотя по факту нужен был пневматический — из-за вибрации от работающих насосов концевые выключатели сбивались за неделю. Пришлось переделывать на месте, резать крепления.
Ещё нюанс — калибровка положения ?закрыто?. В угольных котельных из-за взвесей золы заслонка иногда не доходит до упора на 1-2 мм. Кажется, ерунда, но за месяц через эту щель набегает тонны шлака в системе. Теперь всегда требуем от производителя регулировочные шпильки на фланцах — у китайцев это идёт опцией, а у европейцев за такую ?мелочь? насчитывают +15% к цене.
Кстати, про материалы. Для непрерывной канализации котлов нержавейка 304-й марки — не всегда лучшее решение. При постоянном контакте с сернистыми соединениями быстрее появляются коррозионные раковины. Сейчас склоняемся к 316L с дополнительной пассивацией — у того же Цзянсу СФЭИ делают это сразу после механической обработки.
Как избежать проблем с доставкой и таможней
Раньше бывало, что оборудование месяц висело на таможне из-за неправильно оформленных сертификатов на материалы. Теперь всегда заранее запрашиваем у производителя заслонок полный пакет: протоколы испытаний, сертификаты на сталь, даже заключение по химическому составу уплотнителей. Удивительно, но китайские поставщики (особенно дочерние предприятия вроде Цзянсу СФЭИ, которые работают через Шанхай Сыфанг Уси Котлостроение) собирают эти документы быстрее, чем наши отечественные заводы.
Важный лайфхак — всегда указывать в инвойсе не просто ?заслонка?, а полное техническое название с указанием рабочей среды. Таможня иногда требует пояснения, почему оборудование для котлов имеет код ТН ВЭД как ?арматура трубопроводная?.
Из последнего опыта: для объекта в Казахстане заказывали партию заслонок с электроприводами. Чтобы избежать задержек, попросили поставщика приложить схему подключения на русском языке — оказалось, у них есть штатные переводчики технической документации. Мелочь, но сэкономила дней десять.
Про конкретные случаи и доработки
На одной из биогазовых установок под Москвой стандартная заслонка не подошла из-за высокого содержания аммиака в среде. Производитель (ООО Цзянсу СФЭИ Энергия Инжиниринг) оперативно сделал тестовый образец с уплотнением из Viton вместо стандартного EPDM. Причём не просто заменили материал, а пересчитали посадку — фторопласт имеет другую упругость.
Были и косяки. Как-то заказали партию с порошковой покраской вместо гальванизации — решили сэкономить. Через три месяца в цеху с высокой влажностью краска начала отслаиваться пятнами. Пришлось срочно организовывать замену. Теперь всегда пишем в ТЗ: ?покрытие — горячее цинкование, толщина не менее 60 мкм?.
Ещё запомнился случай с подземным монтажом. Забыли уточнить, что заслонка будет в приямке с возможностью подтопления. Производитель сделал стандартное исполнение без дренажных отверстий во фланцах. Пришлось сверлить на месте — теперь в опросных листах отдельным пунктом идёт ?условия монтажа?.
Что в итоге выбирать
Если резюмировать — да, китайские производители сегодня могут давать стабильное качество. Но ключевое слово ?могут?. Нужно чётко контролировать ТЗ, требовать тестовые отчёты и желательно лично посещать производство (я бывал на заводе Цзянсу СФЭИ — там вполне современное оборудование, особенно участок обработки фланцев).
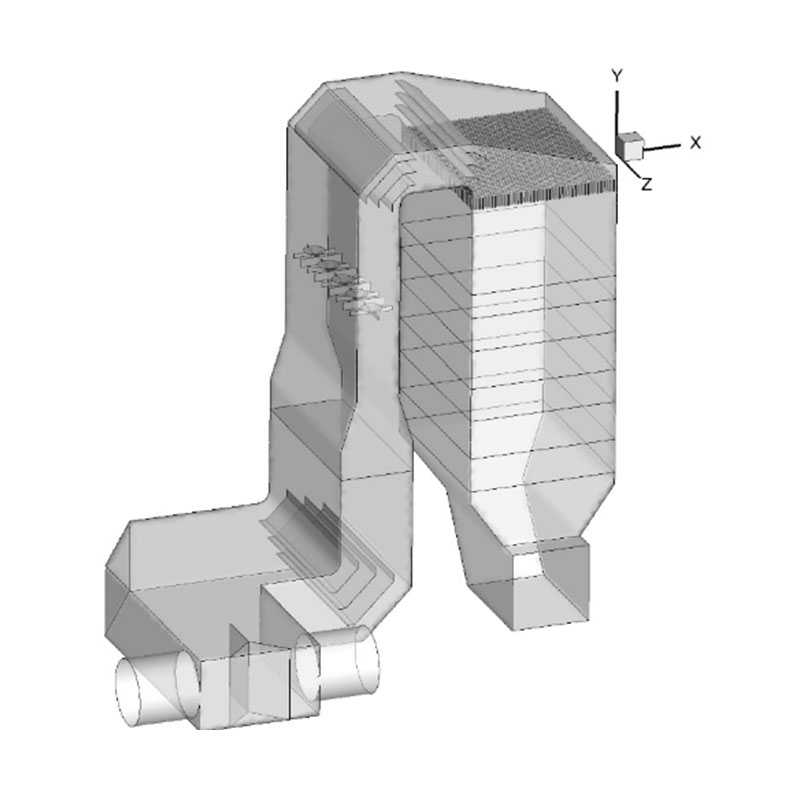
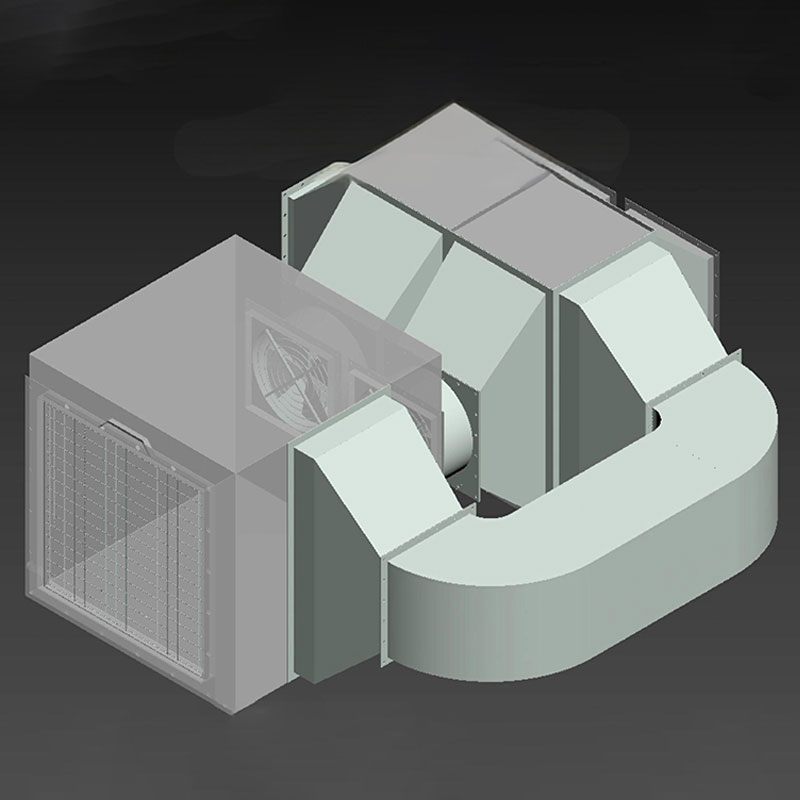
Сейчас для новых проектов всегда запрашиваем 3D-модели для проверки на конфликты. Удивляет, что некоторые до сих пор присылают чёртежи в PDF — но это уже вопросы к менеджеру, а не к производству.
И да — никогда не экономьте на приводе. Лучше поставить простую заслонку с качественным электроприводом, чем навороченную конструкцию с ?ноунейм? автоматикой. Проверено на трёх объектах — ремонт привода всегда дороже, чем разница в цене при покупке.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 SDS
SDS -
 Котлы WNS на жидком/газообразном топливе
Котлы WNS на жидком/газообразном топливе -
 Котлы с водородосодержащим сжиганием
Котлы с водородосодержащим сжиганием -
 SDA
SDA -
 Котёл-утилизатор для рекуперативного термического окислителя (RTO)
Котёл-утилизатор для рекуперативного термического окислителя (RTO) -
 Котлы утилизации тепла много подовых печей
Котлы утилизации тепла много подовых печей -
 Котлы утилизации тепла стекловаренных печей
Котлы утилизации тепла стекловаренных печей -
 CFB
CFB -
 Высокоэффективные конденсаторные туманоудалители
Высокоэффективные конденсаторные туманоудалители -
 Π-образные котлы на жидком/газообразном топливе
Π-образные котлы на жидком/газообразном топливе -
 Пароводяные комбинированные котлы
Пароводяные комбинированные котлы -
 COA
COA
Связанный поиск
Связанный поиск- Крупнейшие покупатели котлов-утилизаторов для пиролизных печей
- Отличный котел-утилизатор для кипящей печи
- Поставщики миниатюрных металлических паровых нагревателей из китая
- Конструкция резервуара парового котла в китае
- Установки для паровых и водогрейных котлов
- Ведущий 4-тонный паровой котел
- Паровые котлы серии е в китае
- Производители пароперегревателей для паровых котлов
- Продольные тепловые трубы в китае
- Поставщики деаэратор для очистки воды

